
The use of infill is one of the factors that makes 3D printing feasible. Thanks to infill, 3D printing is faster and less expensive than it could have been. 3D printing infill is not something you have to use, especially if the parts being printed are decorative. However, using infill is unavoidable when printing functional parts that must withstand some force(s). Even so, implementing infill doesn’t have to be a challenge.
To demonstrate this, the concept of infill in 3D printing here will be approached from the point of view of a person attempting to print two functional parts; a hex nut driver and a garden hose adaptor.
What is 3D Printing Infill and Why Does it Matter?
Infill in 3D printing refers to the structures inside parts of the print that are represented as solid in the design. If these parts are made to be completely solid, they would be stronger but they would use up a lot of material and take too much time to print. There is also the risk that a completely solid part would be too heavy to serve its function well.
Thanks to infill, these parts can be printed with just enough material to give them the properties they need to serve their functions. The presence of infill can also make it easier to print certain features. The performance of infill is determined by several factors including:
- Infill pattern
- Infill density (%)
- Orientation of the part during printing, etc.
You don’t need to know every infill pattern available or nail the infill percentage just right to make good use of infill when 3D printing. A high-level understanding of these ideas will be sufficient even for functional parts.
However, before we dive into these ideas, let us first examine the hypothetical challenge we need to solve by understanding 3D printing infill.
The Hex Nut Driver and the Garden Hose Adaptor
Many of us know the pain of working on a project only to find ourselves missing some simple tool we need to fasten or loosen something. For this example, this missing tool will be a hex nut driver I need to tighten a nut near the engine of a pickup truck.

Ordinarily, the solution would be to go online or find a nearby store where I can buy a compatible tool. However, I just happen to own a 3D printer, so printing the nut driver seems to be the cheaper and more convenient route.
I also remember that I need an adaptor to make it easier to connect my hose pipe to my tap so why not try to print one?
Both of these items are functional and will be subjected to certain forces during their operation. Printing them at a quality that allows them to do their jobs will require some basic understanding of 3D printing infill.
The designs used for this example are generously provided by Azrael (nut driver) and Gibberoni (garden hose adaptor) on Thingiverse.
Note: For the sake of simplification, factors such as material, part orientation during printing, and direction of forces have been set aside. As important as such factors might be, in everyday printing, the stakes are rarely high enough to warrant that level of analysis. These factors become more relevant when there is a significant cost or safety risk attached to a print.
What is the ‘Right’ Infill Pattern?
Now that we have established that functional parts require the use of infill, the next issue I have to deal with is the wealth of different infill patterns available.
We will not go into a detailed examination of each infill pattern and what its benefits and drawbacks are. For practical purposes, it is enough to just keep a few things in mind when choosing an infill pattern:
- Part properties: Different infill patterns at the same infill density will result in parts that have different levels of strength, flexibility, toughness, stiffness, etc.
- Time: Some infill patterns take much longer than others to print and others also take longer to slice.
- Material consumption: Some infill patterns use more material than others.
Infill patterns that can be printed at the highest speeds typically offer less strength and use less material. The lightning and lines infill patterns are two such examples.
Infill patterns that offer higher levels of strength will sometimes, but not always, require more material, and take more time to print. The gyroid and cubic infill patterns are two such examples.
Trying to determine which infill pattern is the best for your part can be like trying to split hairs and may not result in a noticeable difference in performance. Try not to overthink it unless you also desire special properties like flexibility.
The table below is not a definitive guide. It simply demonstrates infill options you may consider for certain types of prints.
| Print Description | Purpose | Desired Qualities | Good Infill Options |
|---|---|---|---|
|
Miniature Castle |
Aesthetic |
Minimal strength,
Fast print time
|
Lightning, Lines, Zig-zag |
|
Wrench/Spanner |
Functional |
High strength, Rigid |
Cubic, Tri-hexagon |
|
Vibration dampening feet |
Functional |
Tough, Flexible |
Gyroid |
For this example, I opt for the grid infill for both prints. It is considered a strong 2D infill pattern that is great for everyday prints. It is also the default infill pattern in several slicers and should be a good starting point, but what on earth is a 2D infill pattern?
2D Vs 3D Infill Patterns
A 2D infill pattern is one where the complete pattern is printed on each layer. This means that the shape and dimensions of the infill printed on one layer will be identical to the one before it.
There are some exceptions with minor differences such as the lines infill pattern where each subsequent layer has the same pattern but is angled 90° from the previous one. This makes it look like the grid pattern from above.
In the case of 3D infill patterns, a complete row of a pattern is built up over multiple layers. Several layers of infill are needed to form the complete pattern and the layers will look different.
The time-lapse video below demonstrates the differences above well. The 2D infill layers seem to be simply copied on top of each other, while the 3D infill layers seem more dynamic, changing in a repeating pattern the higher the print goes.
3D infill patterns tend to be equally strong in all directions while 2D infill patterns will be stronger in one direction.
Complex infill patterns like gyroid and cross may also need more time to slice due to their heavy computational requirements.
The Big Deal About Infill Density
Having successfully navigated the choice of infill pattern, the other ‘big decision’ I have left is the infill density. Just as with the infill pattern, it is easy to overthink infill density but, in this case, a little bit of overthinking might be justified.
At 0% infill density, my hex nut driver only needs 2.7 grams of filament and 38 minutes to print. At 90% infill density (the grid pattern can’t go to 100% infill density), the amount of filament needed almost triples to 7.1 grams, and the printing time is more than double at 90 minutes.
At 0% infill density, the inside of the hex nut driver is basically a shell and will likely not withstand the forces applied when tightening or loosening a nut. However, the time and material used at 90% density are more than I’d like.
Depending on what you’re working on, finding the sweet spot for infill density will sometimes require printing a few samples. You ability to choose the right density from the start definitely improves with experience.
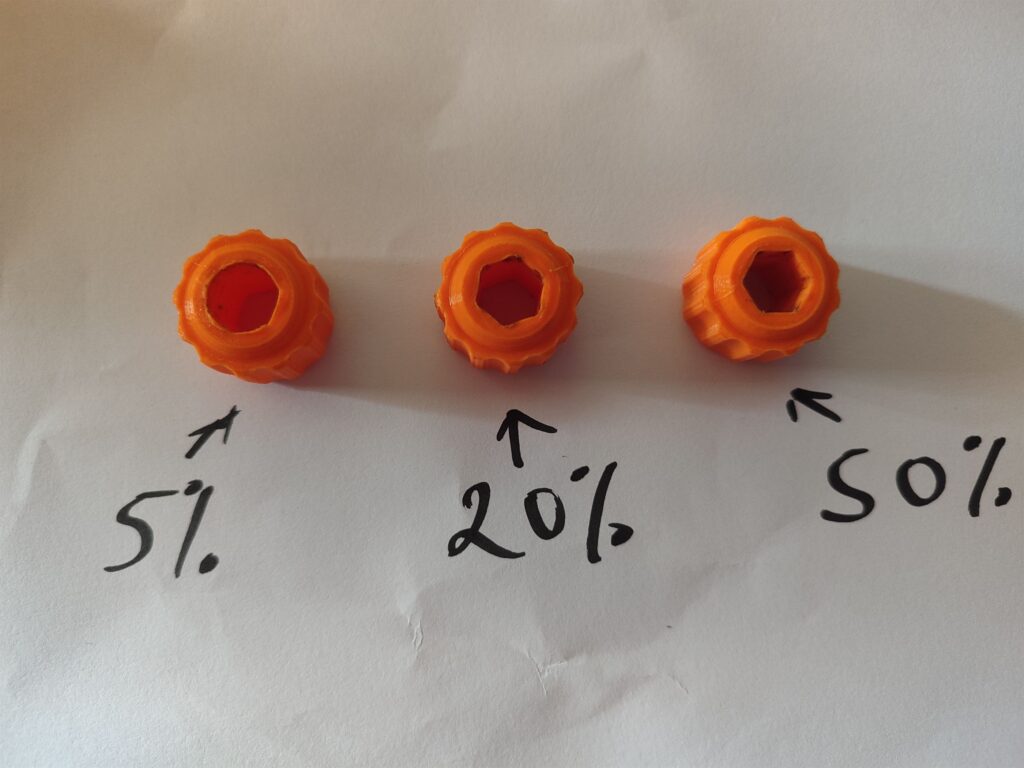
In this case, I will try four different versions of the hex nut driver at four different densities; 0%, 5%, 20%, and 50% starting with the lowest density. Some of these samples are not necessary but they help to get the point across.
The Tests
All four hex nut driver samples were printed successfully, but it should be noted that some had to be printed twice for reasons explained below.
The first test was loosening of the ratchet-tightened in the pick-up truck. The full test can be seen in the video below.
The second test was tightening of the same nut to the desired level. This test is featured below.
Summary of the Results
As seen in the video, The 0% infill hex nut driver not only failed to loosen the nut but also sheared apart when more force was applied. Another sample had to be printed for the second test. The second sample tightened the nut to the desired level but cracked when a further twist was applied.
The 5% infill hex nut driver also failed to loosen the nut. It also suffered a crack and underwent plastic deformation that made it unsuitable for the second test. A second sample was successful in tightening the nut to the desired level and didn’t crack. However, it did feel a little flimsy.
The 20% infill hex nut driver was not successful in loosening the nut but it didn’t crack. There was some plastic deformation at the mouth but not enough to prevent it from being used in the second test. As expected, this driver passed the second test but it seemed like the plastic deformation would quickly worsen, perhaps as a consequence of my efforts to push it to its limits in the first test.
As strong as the 50% infill hex nut driver was, it was also unsuccessful in loosening the nut. This confirmed that without the mechanical advantage offered by a longer handle, my hand was not strong enough to loosen a nut that had been tightened using the ratchet.
The positive is that this driver suffered no cracks or notable plastic deformation during the testing. This meant that it was strong enough to withstand any force my hand could deliver.
There was no need to conduct the second test for this driver because it was used to set the benchmark for the others. For the record, the ratchet could get the nut fractionally tighter than the benchmark set by this hand-tightened hex nut driver at 50% infill.
Final Thoughts on Implementing Infill in Functional 3D Printing
The use of infill helps to save both time and material in 3D printing by doing away with the need to print solid parts. However, the issues of infill pattern and density should not leave you paralyzed with indecision.
Although some infill patterns are stronger or perform certain functions better, as long as you can broadly identify those that serve your needs, it will be difficult to make a wrong choice.
Choosing the right infill density is a little more challenging and may require testing a few samples. When you need strength in a part, 20% infill density is a good place to start, but you may opt to go a little higher if you need a durable part with outstanding performance.
What About the Garden Hose Adaptor?
One of the benefits of the tests for the infill driver was that they provided me with some idea of how strong this material is and how well it withstands twisting forces.
With this in mind, I could decide to print my garden hose adaptor with the same grid infill pattern at 40% infill density, just to be safe. This is what I did.

However, printing the garden hose introduced a few challenges that require a better understanding of other aspects of 3D printing including material choices and use of supports. We shall revisit this in a later post.